
Shërbime për Fabrikim Fletësh Metalike



Shërbimet tona të Prodhimit të Llamarinave Metalike me Porositë
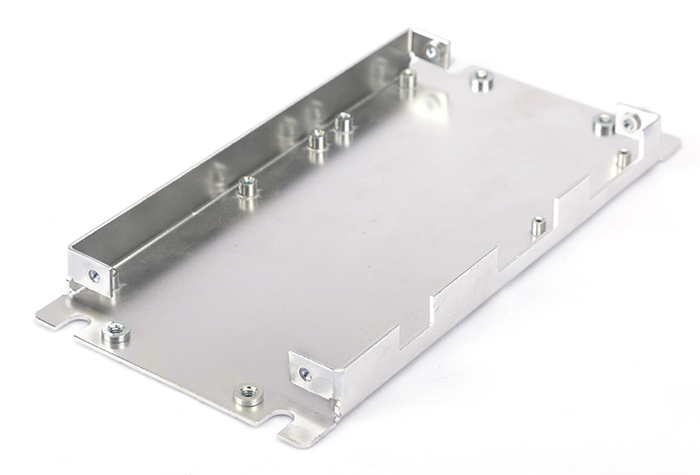
Prodhimi i llamarinës është zgjedhja më efektive nga ana e kostos për pjesët dhe prototipet e llamarinës me porosi me trashësi uniforme të murit. GuanSheng ofron aftësi të ndryshme të llamarinës, nga prerja, shpimi dhe përkulja me cilësi të lartë, deri te shërbimet e saldimit.
Prerje me lazer
Prerja me lazer përdor një lazer për të prerë pjesën e llamarinës. Një lazer me fuqi të lartë drejtohet në fletë dhe intensifikohet me një lente ose pasqyrë në një pikë të përqendruar. Në aplikimin specifik të fabrikimit të llamarinës, gjatësia fokale e lazerit varion midis 1.5 dhe 3 inç (38 deri në 76 milimetra), dhe madhësia e pikës së lazerit është rreth 0.001 inç (0.025 mm) në diametër.
Prerja me lazer është më e saktë dhe më efikase në energji sesa disa procese të tjera prerjeje, por nuk mund të presë të gjitha llojet e fletëve metalike dhe as trashësitë më të larta.
Prerje me plazmë
Hedhja me plazmë përdor një rrymë plazme të nxehtë për të prerë fletën metalike. Procesi, i cili përfshin krijimin e një kanali elektrik të gazit të jonizuar të mbinxehur, është i shpejtë dhe ka një kosto relativisht të ulët instalimi.
Fleta e trashë metalike (deri në 0.25 inç) është ideale për procesin e prerjes me plazmë, pasi prerësit me plazmë të kontrolluar nga kompjuteri janë më të fuqishëm se prerësit me lazer ose me ujë. Në fakt, shumë makina prerëse me plazmë mund të presin copa pune deri në 6 inç (150 mm) të trasha. Megjithatë, procesi është më pak i saktë se prerja me lazer ose prerja me ujë.
Vulosje
Stampimi i fletëve metalike njihet edhe si presim dhe përfshin vendosjen e një flete të sheshtë në një presë. Ky është një proces me vëllim të lartë, kosto të ulët dhe i shpejtë për prodhimin e pjesëve identike. Stampimi i fletëve metalike mund të kryhet gjithashtu në lidhje me operacione të tjera formësimi metalik për prodhim të lehtë.
Përkulja
Përkulja e fletës metalike përdoret për të krijuar përkulje në formë V-je, U-je dhe kanali duke përdorur një makinë të quajtur frenë. Shumica e frenave mund ta përkulin fletën metalike në një kënd deri në 120 gradë, por forca maksimale e përkuljes varet nga faktorë të tillë si trashësia e metalit dhe rezistenca në tërheqje.
Në përgjithësi, llamarina fillimisht duhet të përkulet shumë, sepse do të kthehet pjesërisht në pozicionin e saj origjinal.





